Le père Noël nous a apporté une imprimante 3D de la marque Artillery modèle Sidewinder X2.
Ce n'est pas un modèle neuf, mais une deuxième main livrée avec quelques petites pièce sen rab et plusieurs heures au compteur.
La mise ne route fut assez rapide, sachant qu'aussi bien mon fils que moi n'avions aucune base en impression 3D, ni en logiciel de conception. du coup Cult3d a été notre ami pour les premières essais.
pour la mise en route et le premier test, nous n'avions qu'une toute fin de bobine de PLA blanc qui nous a permis de découvrir les joies de la l'impression 3D, puis j'ai fait l'acquisition de bobine de PETG Blanc depuis et je continu à me faire la main dessus.
Mon fils à très vite laché l'affaire, car il veut un résultat tout de suite, il m'a dit qu'il allait trouver les STL et que j'aurais qu'a faire le reste .... Merci fiston !!!!
Du coup, je cherche à apprivoiser la bête.
Pour l'instant quelques pièces pour optimiser la machine comme souvent évoqué dans les tutos de prise en main y affairant et quelques pièces de petite taille récupérées sur Cult3D.
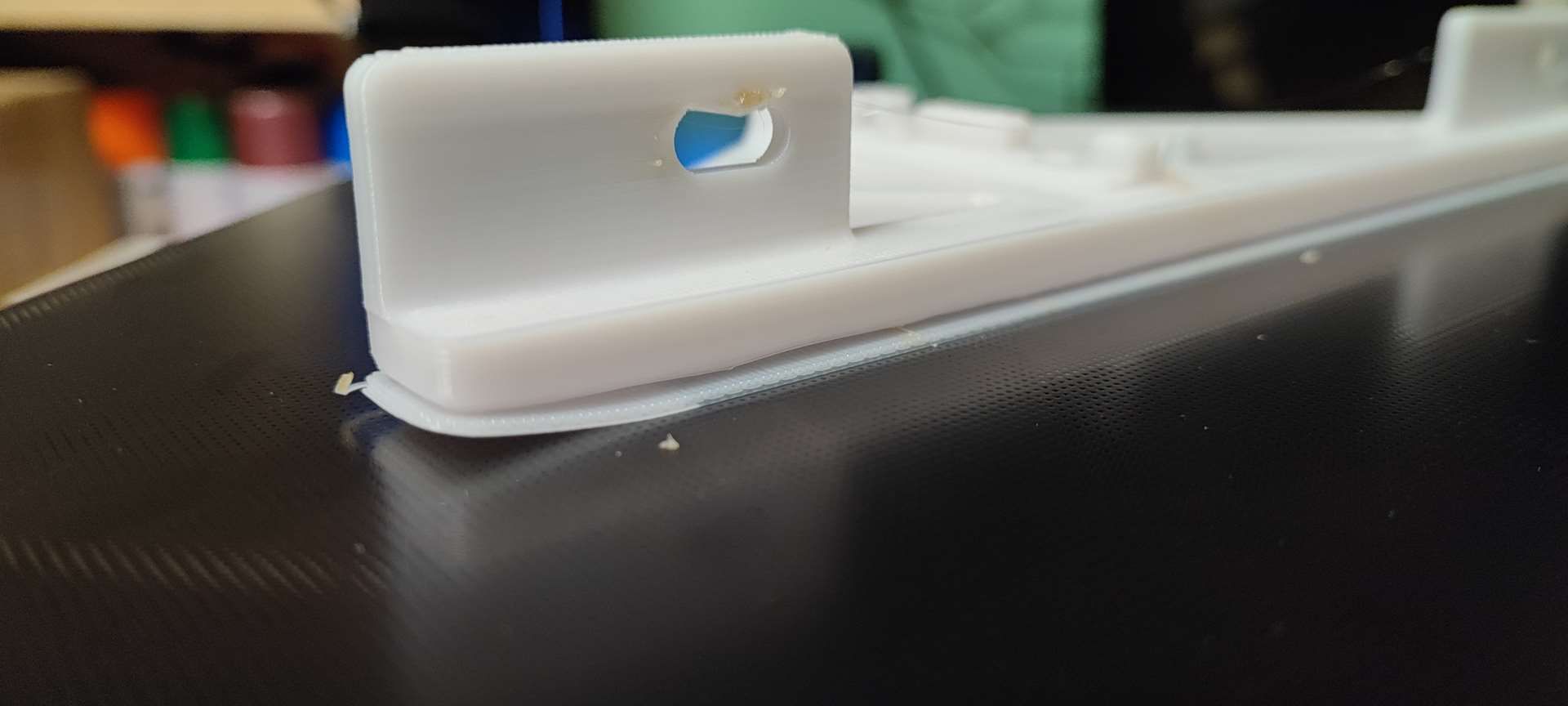
La fin de la bobine de PLA pour la piece de déport du capteur de fin de filament

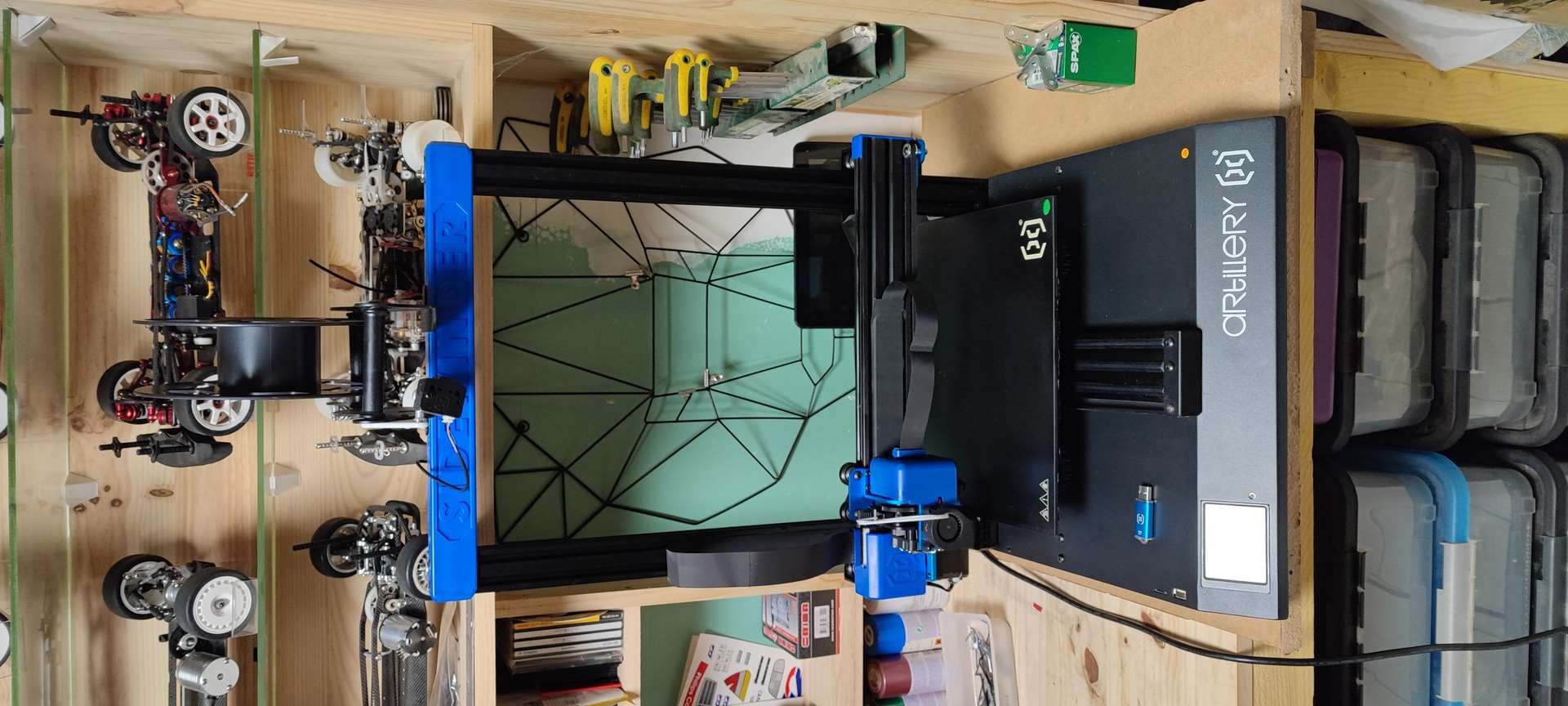
La machine avec ladite pièce prète à faire feu
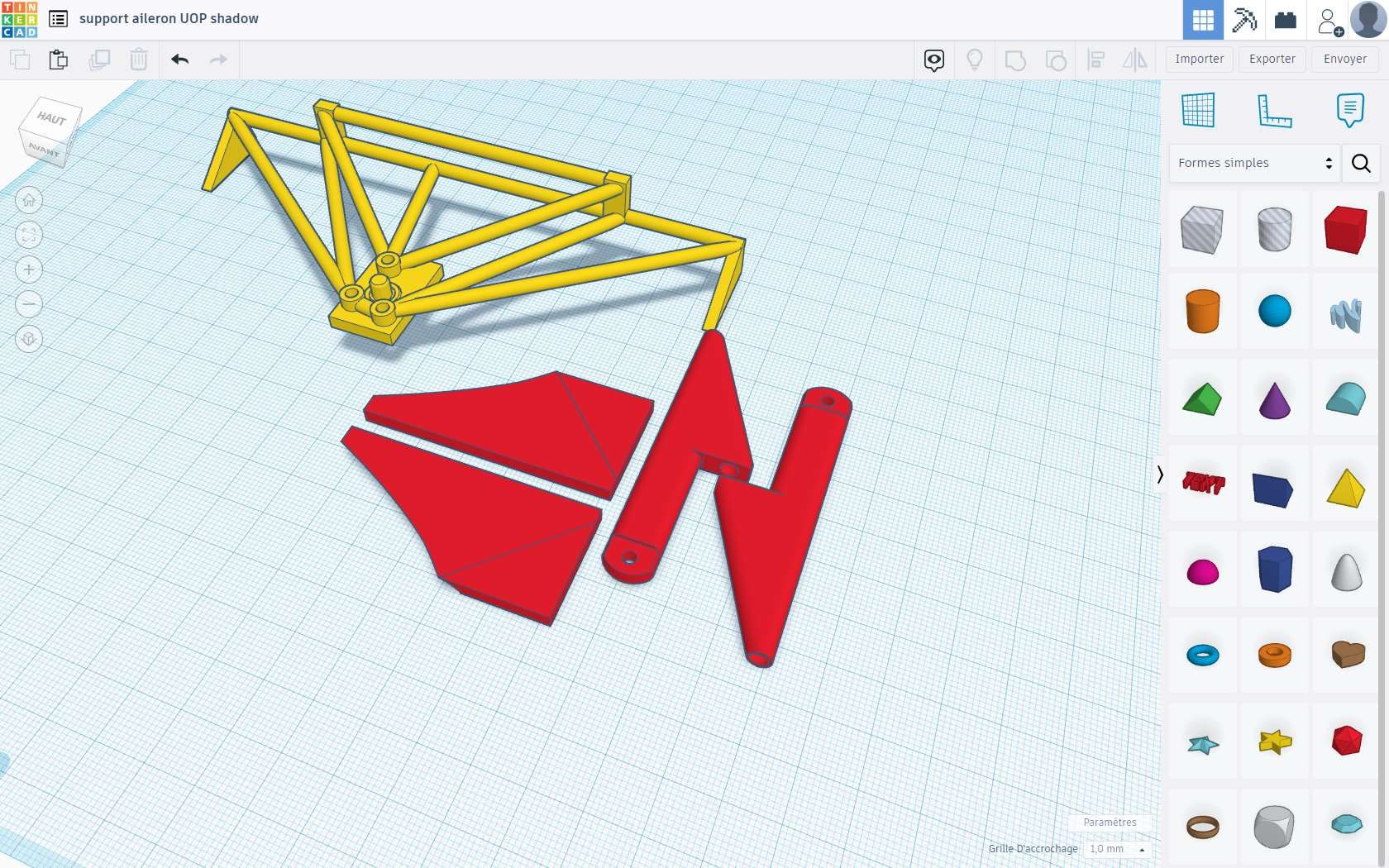
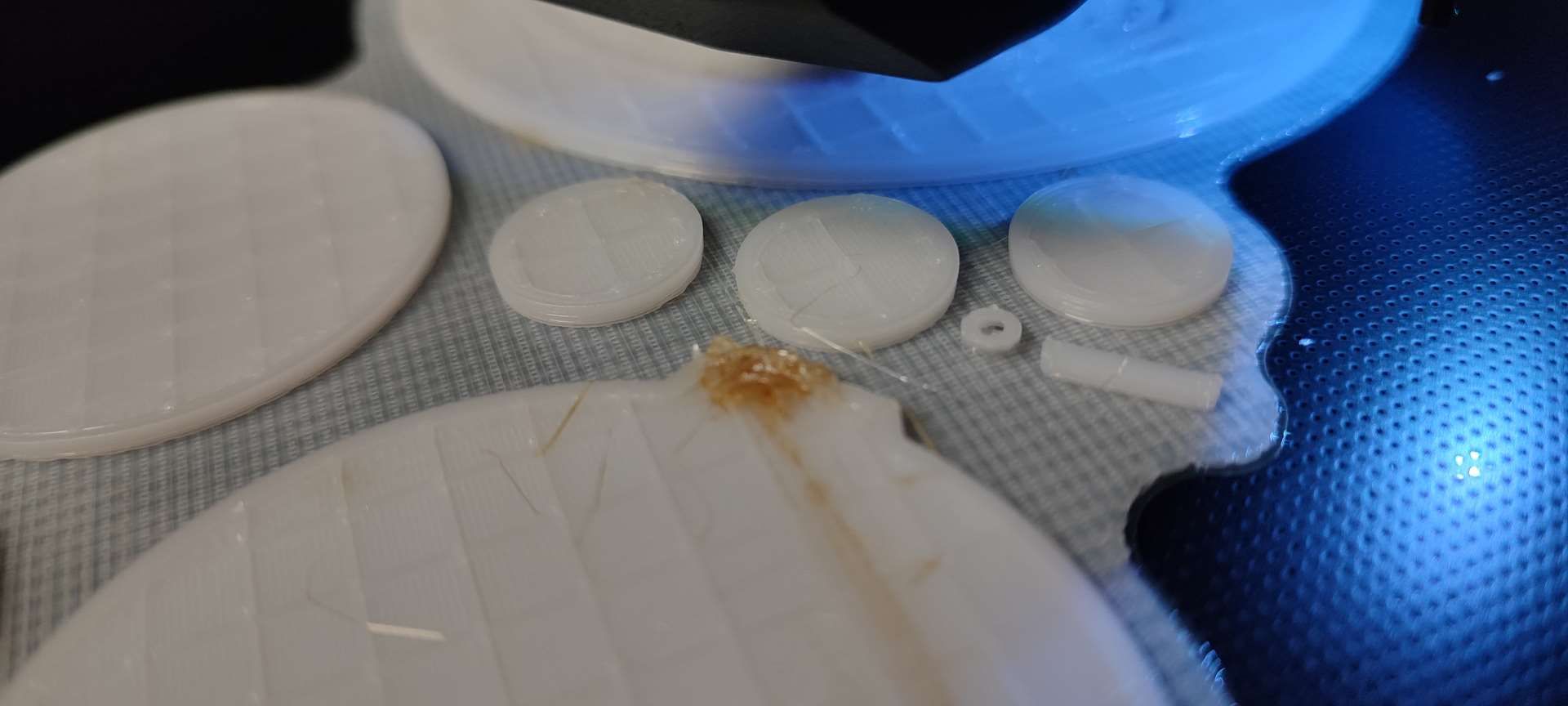
Quelques trucs testés avec la fin du PLA et le PETG

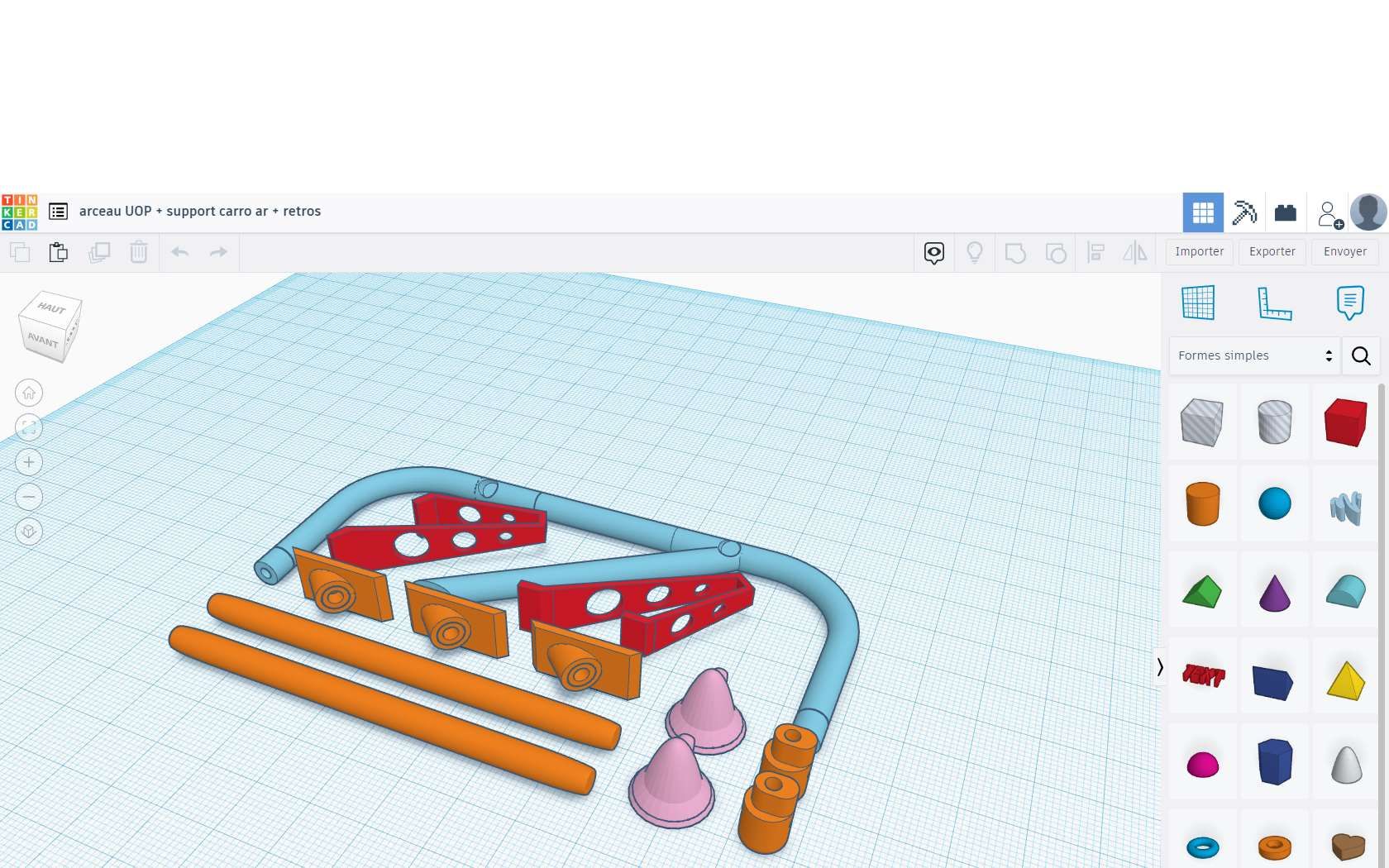
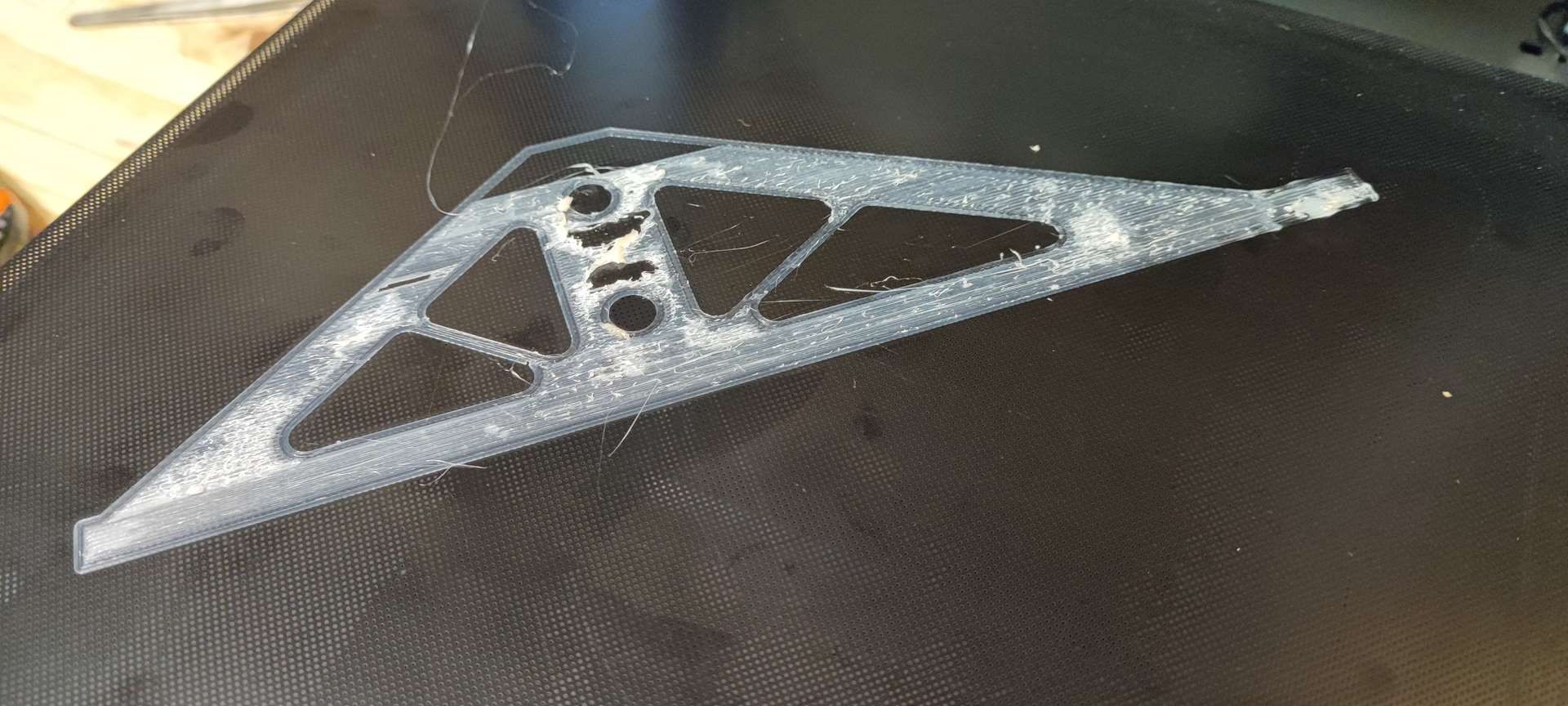
Les autres optimisations, à savoir les renforts de portique



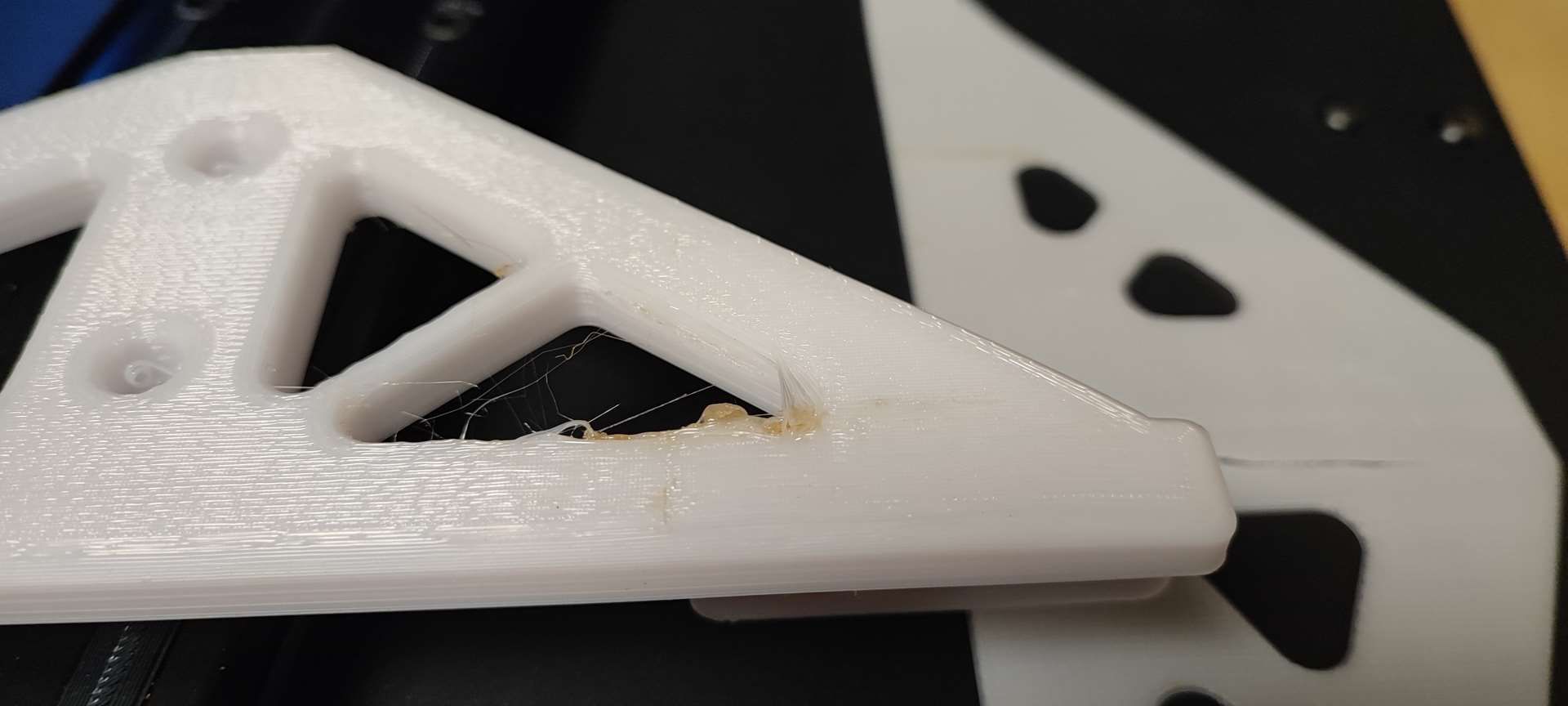
Des problèmes récurents me fatiguent, je pense qu'il s'agit d'un réglage ou plusieurs, mais lesquels.
Voici les problèmes en question:
- adhérence du radeau/jupe... lors des premiers centimètre d'impression, ce qui génère souvent de la Mer** pour la suite.
- des trace de filaments surchauffés alors qu'au moment où ils sont déposés, c'est pourtant nickel et tout ça de manière totalement aléatoire.
- du Wrapping si je ne trompe pas sur le terme


Pour le reste, je ne suis pas encore à tenter de faire de la qualité, mais j'ai remarque que sur des pièces plus grande, j'ai moins de problème, du moins ils s'estompent.
Comptant sur votre aide et votre expérience, je suis preneur d'infos, ca rje ne métrise pas tous les termes techniques
Jérome